
Photoelectric sensors
Impressive specialist sensors that check for presence, shape, colour, distance and thickness

Photoelectric sensors check presence, shape, colour, distance, and thickness - optimised for robotics, automation, assembly, and handling. They are real experts with various strengths: detecting and counting parts, monitoring stack heights, through-glass detection, aligning small parts, detecting marks, fill level detection, and much more!
The wide Balluff spectrum offers every light type, whether red light, infrared, blue light or laser technology, in different ranges. With and without background suppression. Various designs – also in mini version – ensure a wide variety of possible applications. Our photoelectric sensors are optimized for robotics, automation, installation and handling.
Benefits
- Part recognition and counting
- Stack height monitoring
- Detection through glass
- Small parts detection
- Brand recognition
- Fill level detection and much more
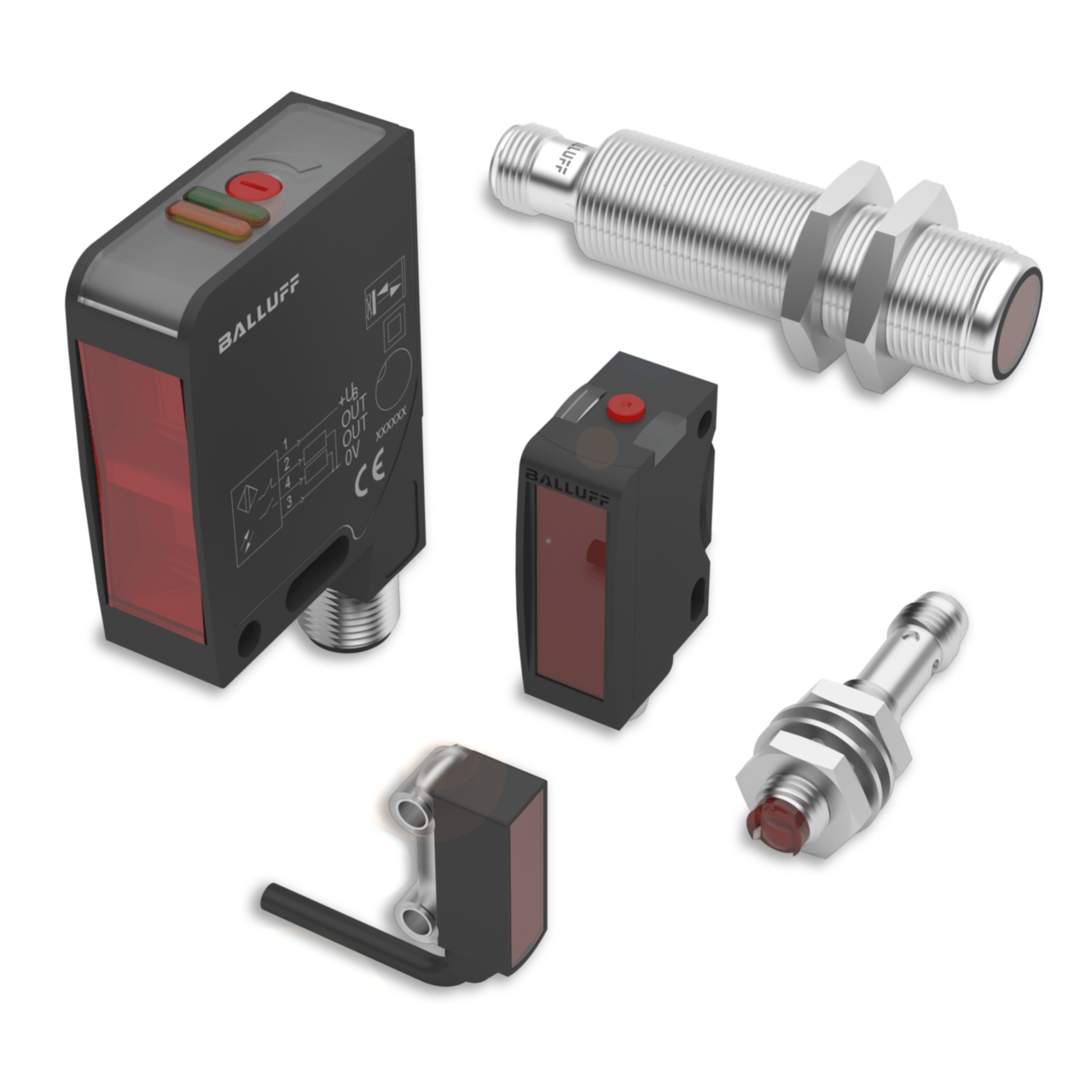
Diffuse sensors
- Ideal for detecting contrast differences – dependent upon surface, color and material
- For diffuse sensors with background suppression: reliable object detection with different ranges, virtually independent of surface, color and material
- Cost-effective and easy to mount and align thanks to highly visible light beam
- Shorter ranges compared to retro-reflective and through-beam sensors
- Mounting includes only one electrical device
- Light scanners with blue light for perfect detection of objects that are difficult to recognize

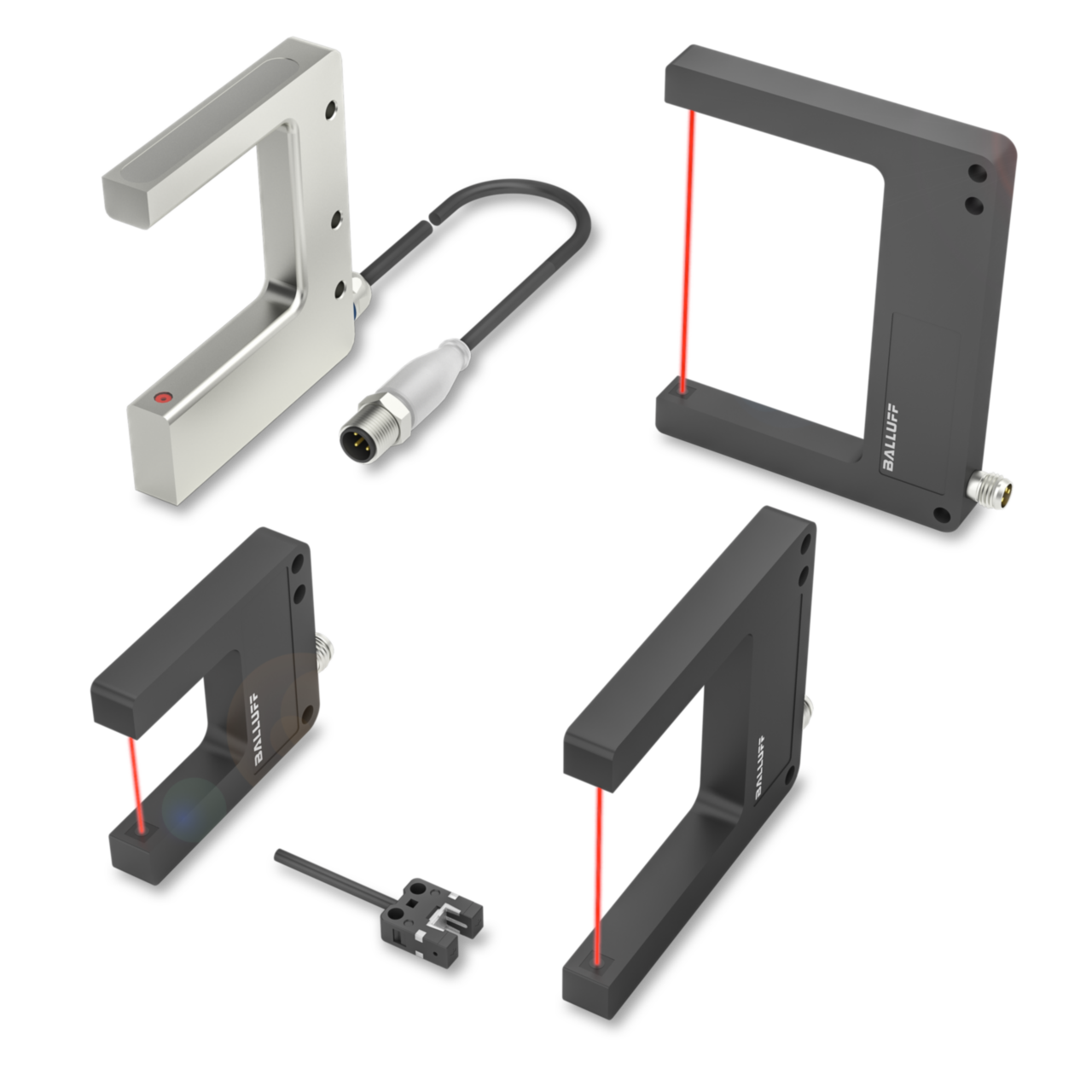

Optical windows
- Uniformly high resolution over the whole area of the frame
- Detection of small parts with a diameter of up to 0.8 mm
- Robust metal housing with M8 standard plug connector
- Adjustable sensitivity and output signal length
- Dynamic and static variants
- Modular construction kit with numerous frame sizes


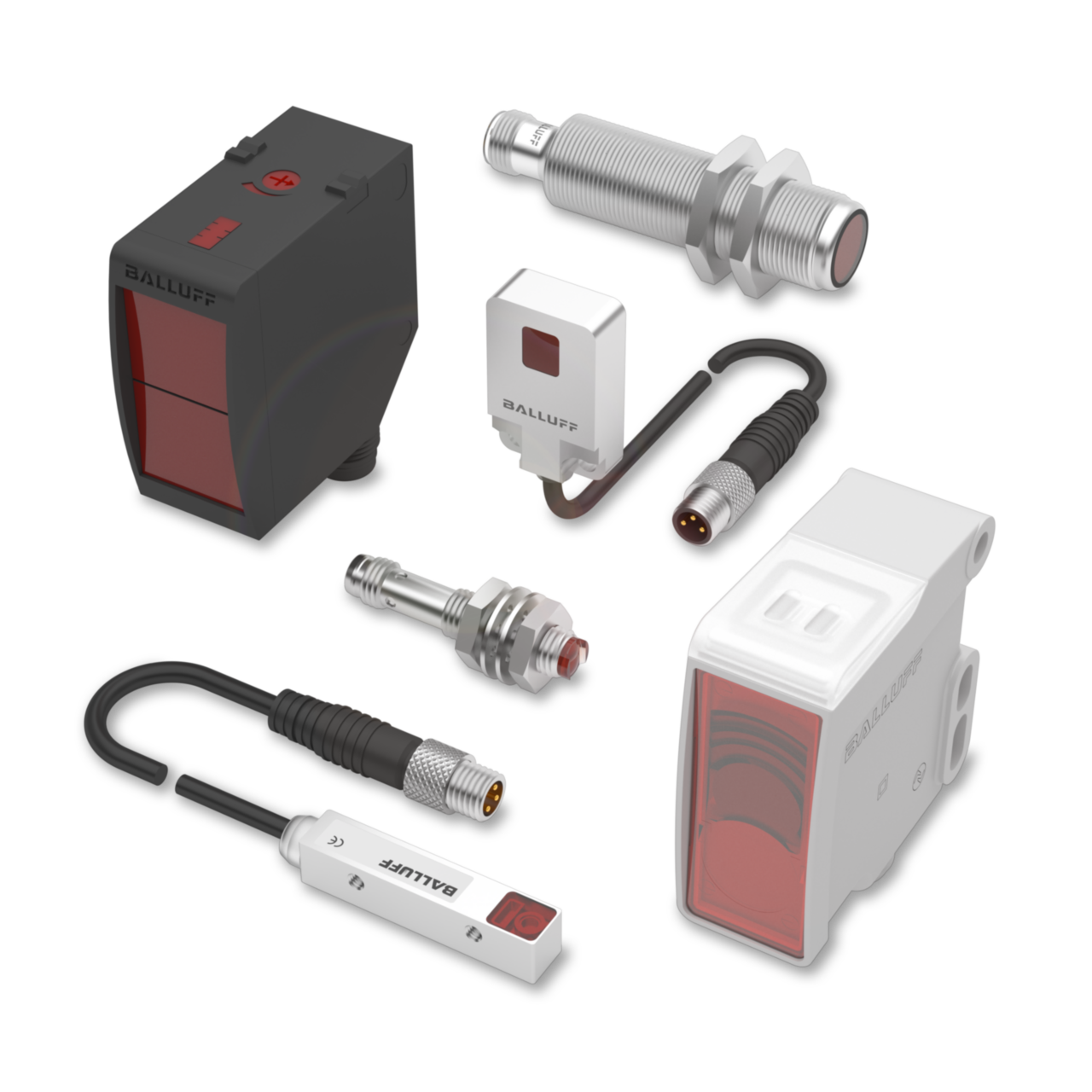
Color sensors
- High switching frequency
- With or without display
- Robust and industrial grade
- Variants in small housing for space-saving installation
- Depending on type, large operating ranges of up to 400 mm thanks to a strong white light
- Optionally with IO-Link interface for simple parameterization
- Differentiation between any number of objects
- Very high color resolution
- Application-specific parameterization
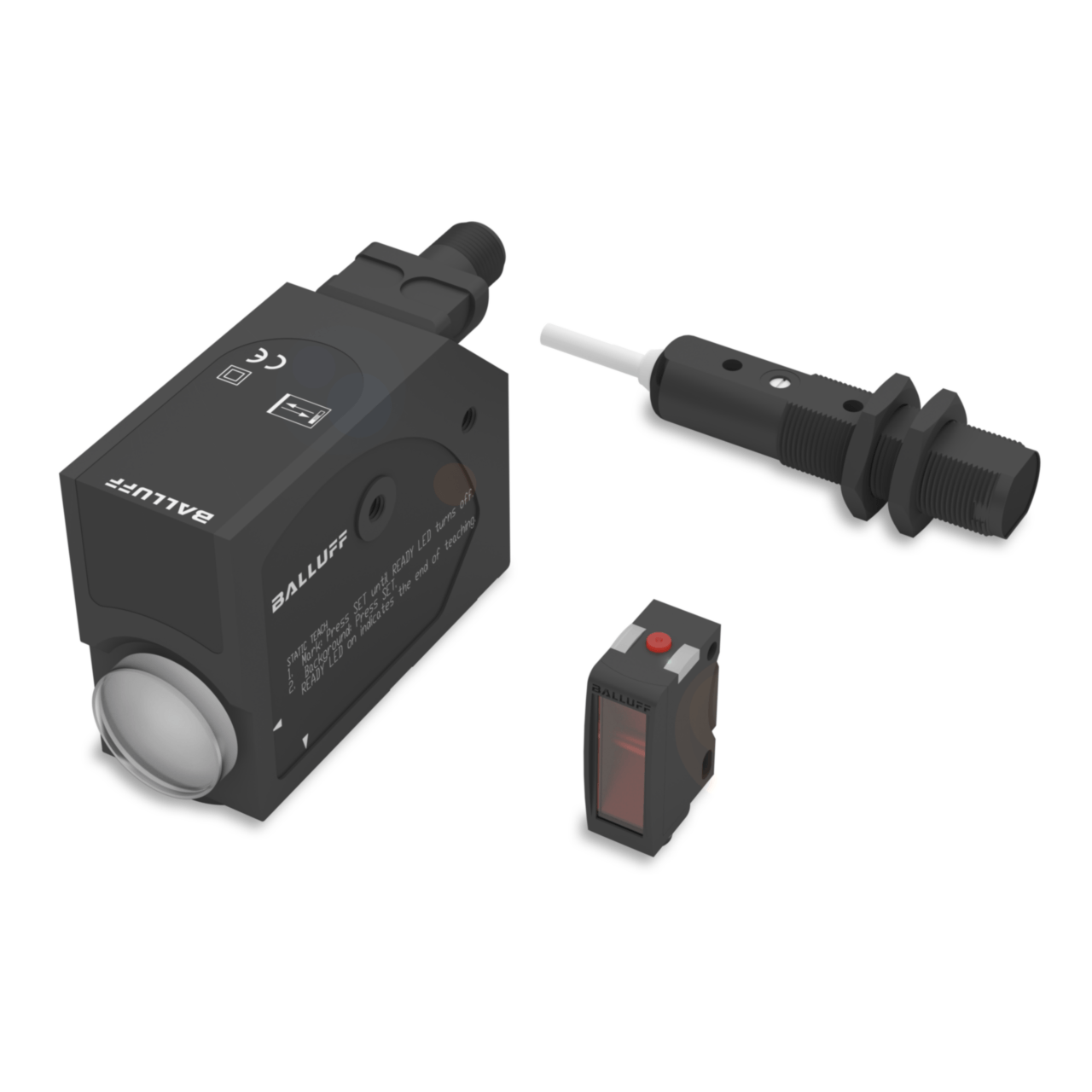
Contrast sensors
- Pinpoint accurate switching for fast processes with a high switching frequency of up to 30 kHz
- Different light types (laser, red/green/blue or white light)
- Large ranges with laser
- Clearly visible light points for easy alignment
- Pulse extensions
- Outside teach-in possible
- Also available with analog output signal
- Easily adjustable via the display (also available without)
- Different model series for different applications

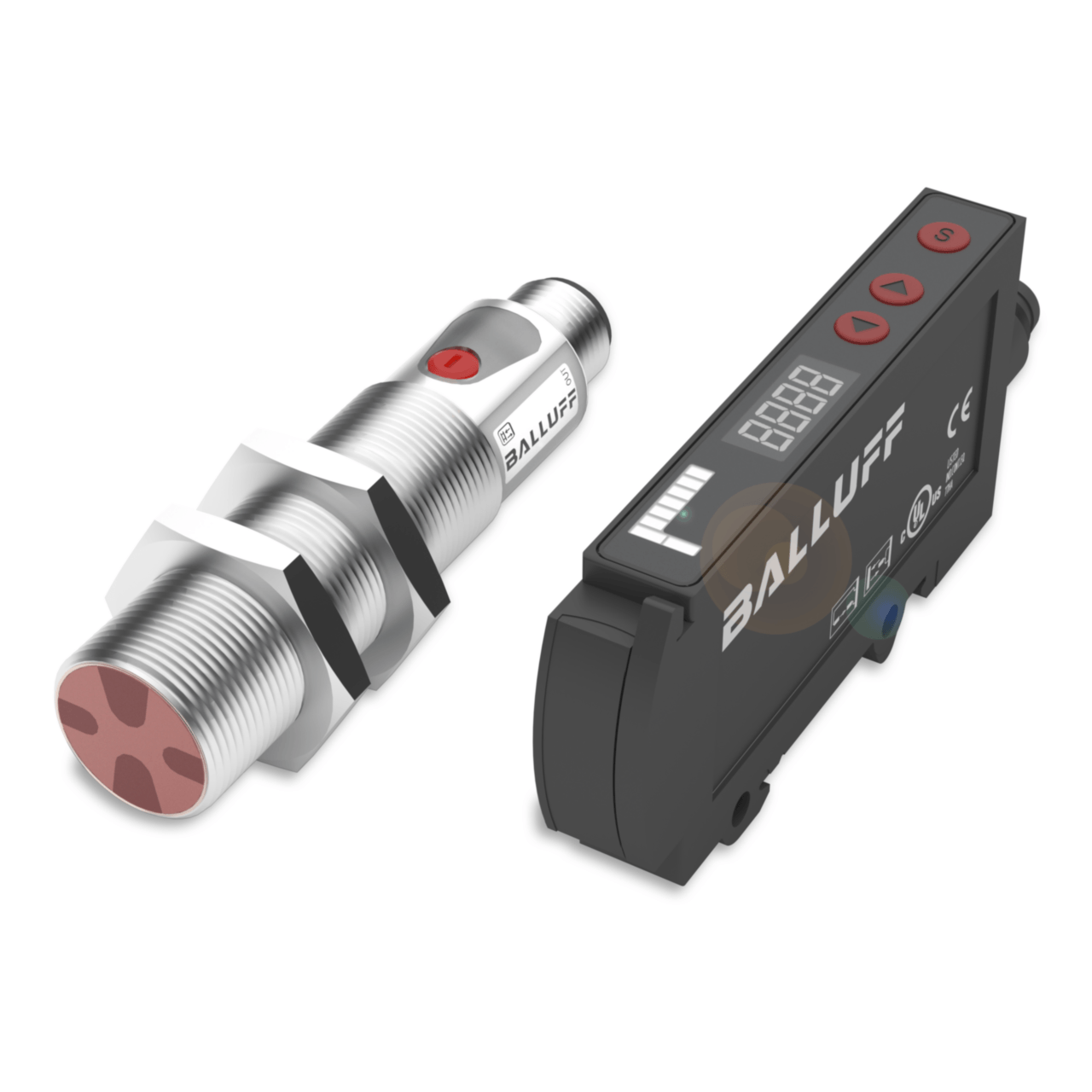
Fiber-based devices for plastic and glass fibers
- Detection of low contrast differences
- Very fast – up to 8 kHz
- High positioning accuracy
- Flexibly mountable, simple to install
- Additional functions available (parameterizable)
- Mechanically robust
- Highly-accurate switching
- With one-way or detecting principle
- Straight or angled optics
- Compact configuration for mounting on top-hat rails
- With or without display
- Different light types (red or infrared)
- Also optionally available with analog output signal
- Different model series for glass or plastic fibers

Plastic and glass fibers for fiber-based devices
- High function reserve
- High quality materials and precise machining
- Homogeneous optical properties
- Compact, flexible, and robust with various sheathing materials, lengths, and diameters
- Teach in on the sensor via teach-in input or via the especially easy IO-Link
- With diagnostics and condition monitoring functions upon request
- Also available as user-configurable fibers

Micromote - optical sensor heads
- Large selection of sensor heads with highest precision: Microspot, Nanospot, Laser, Infrared, classic red light LED
- Amplifier for analogue, digital, dynamic (link to Micromote product family - amplifier for optical sensor heads) with display of set and actual values
- Excellent technical characteristics
- Optimal use in grippers

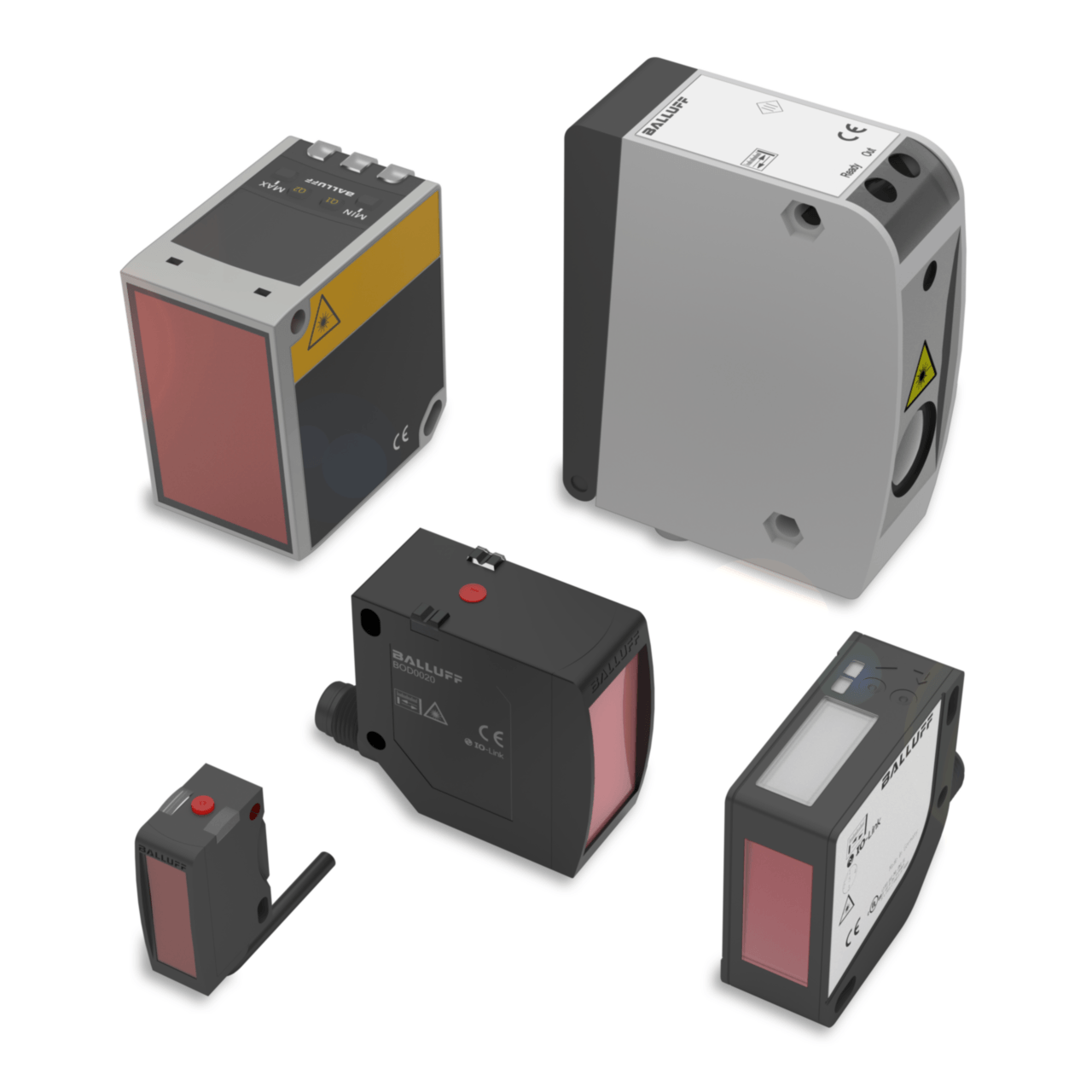
Photoelectric distance sensors
- Ideal for distance measurements and distance monitoring of short, medium, and long measurement ranges
- Additional switching outputs with adjustable switchpoints available for almost all products
- Teach in on the sensor via teach-in input or button
- Optionally with IO-Link interface for easy parameterization and additional functions
